




By Norm Lieberman, Chemical Engineer
Dealing With Shot Coke
Shot coke is produced when the ratio of asphaltines in coker feed divided by total coke production exceeds a specific value. This value depends on factors favoring shot coke production such as:
- Agitation in coke drum.
- Salt content of coker feed.
- Exposure of hot coker feed to oxygen.
The main difficulty in handling a drum of shot coke is the sudden and violent dumping of the entire drum contents as the bottom head is removed. Even with modern, remotely operated bottom unheading devices, the abrupt emptying of an entire coke drum is best avoided.
Angle of Repose
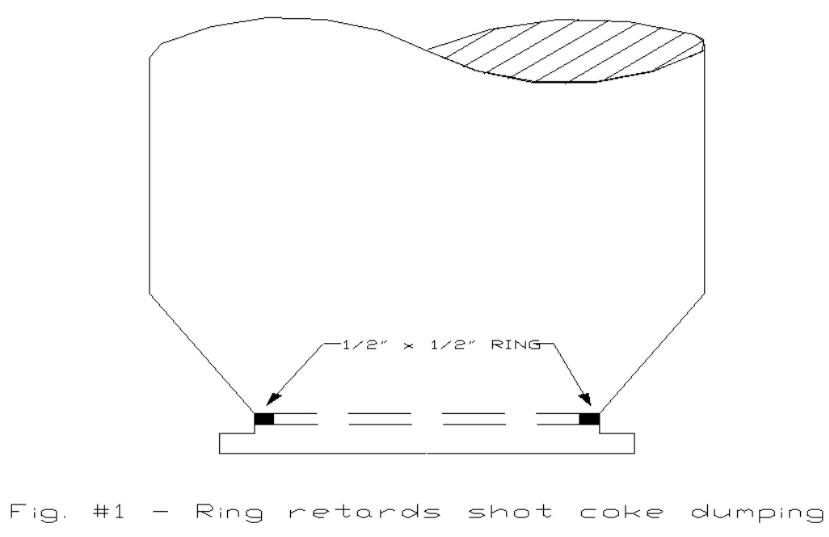
Figure I
One simple way of retaining the shot coke in the coke drum is to take advantage of the angle of repose of the shot coke. The ideal (actually used in commercial delayed cokers) described by one attendee is shown in Figure I. The 1/2″ x 1/2″ ring is welded at the top edge of the 72″ I.D. bottom head opening. This simple idea is also the basis for the familiar Roman Arch.
One attendee showed a video of what many consider the state-of-the-art in bottom unheading. In addition to the now common automated features, this method incorporates additional automated features:
- Unbolting and sliding back the bottom head.
- De-coupling the Grey-lock fitting on the feed line.
- Raising the telescoping chute.
The new devise has a steel cylinder which rises from the bottom deck, which encloses the above components from unheading through coke drum cutting.
The presenter of this portion of the seminar felt sure that it had already prevented several accidents and injuries in the past year or two.
Why Some Coke Drums Dump?
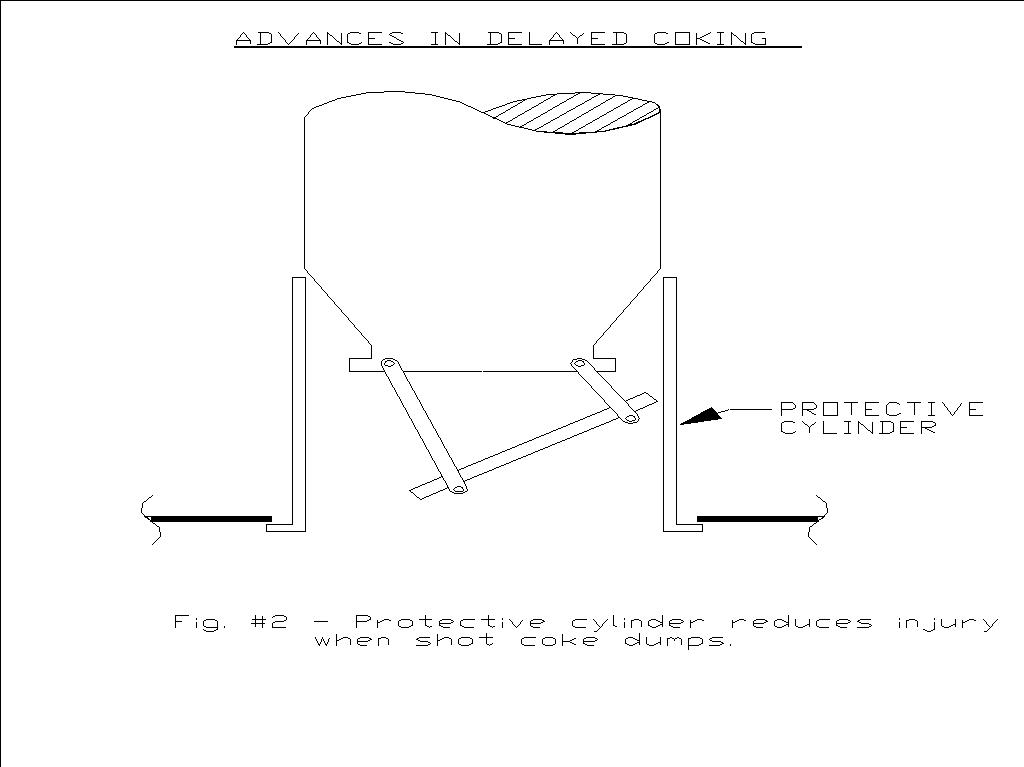
Figure II
Most drums of shot coke mainly stay in the drum – at least until the pilot hole is cut. Some do not. Even with the protective cylinder described above (see Figure II), dumping an entire drum of shot coke can do mechanical damage or create coke handling problems. One primary reason discussed during the seminar for shot coke drum dumping is the use of the top quench water. If difficulty is encountered in forcing quench water in the bottom of the coke drum, some operators unwisely use top quench water. The top quench water may continue to percolate down through the coke after the bottom head is removed. As the use of top quench water is certain to create hot spots in the coke bed, the descending water may flash with explosive force to steam. The resulting surge in steam pressure will blow shot coke, boiling water and steam from the bottom head. To a lesser extent, poorly drained coke drum, which has been incompletely quenched, will act the same way.
Sometimes the decoking crew will add top water while removing the top head to suppress steam evolution. The use of top quench water is potentially dangerous during the interval after the bottom head is removed and the telescoping chute is raised and secured to the coke drum bottom head. One accident described at the seminar apparently occurred due to such inappropriate use of top quench water.
Dealing With a Partly Coked Drum
A rather serious accident resulting in a number of fatalities occurred in the last year or two when unheading a partly coked drum. Loss of feed to a coke drum before the drum is up to a reasonable coking temperature is a common problem. For virgin vacuum resid to turn into solid coke requires a coke drum vapor line outlet of at least 775°F and 45 minutes residence time (790°F and one hour would be a much safer goal). The best way to finish coking a drum is to put the drum on gas oil recycle for a few hours while maintaining vapor outlet at 800°F.
However, what would one do if the feed line is plugged. This can and did happen in the accident noted above. The 920°F coker feed solidified in the inlet line coincident with the power failure which was followed by loss of steam. Adding top water may help – but would the top water penetrate into the semi-coked liquid in the drum?
Partly coked virgin resid has the appearance and consistency of black, brittle glass at temperatures below 300°F. In contact with water if may then be impermeable. Adding top water may not quickly cook the drum’s contents. The top water may create an additional safety hazard when the bottom head is removed due to undrainable boiling water that is trapped in the drum.
Auto-ignition
The heavy, semi-coked liquid in the drum will have an auto-ignition temperature somewhat above 300°F. This means viscous liquid drained from the coke drum will burst into flame upon exposure to air without any external source of ignition. The coke drum should be cooled below its auto-ignition temperature. However, cooling it too far will cause the drum’s contents to become so viscous that drainage of water will be impossible. The attendees at our seminar did not have a complete solution to this puzzle. But certainly it is worth thinking about before the event.
In the event the drum was unheade d (after charging for one or two hours), after waiting 1-1/2 days. The contents of the drum blew out (likely due to water in the drum flashing to steam) with some force and auto-ignited. The author calculated that at least ten days were needed before there was a possibility that the drum could have been opened if only ambient cooling was used. More rigorous calculations indicated that a period of 100 days or more was needed for ambient cooling to bring the contents of the drum below its auto-ignition temperature.
Side Entry Feed Nozzles
Some new coke drums are equipped with several smaller quench nozzles located above the bottom skirt attachment. The suggestion was made that such nozzles could be used to add steam and water to a coke drum with a plugged bottom feed nozzle. Unfortunately, those attendees who have such nozzles report that the connections are either plugged or have suffered from mechanical failures due to thermally induced stresses.
Automated Switch Valve
All new cokers are built with a motor operated switch valve. The days of the Wilson-Snyder manually operated, three-way switch valve appear to be numbered. Discussions with some operators indicated the following problems with the MOV switch valve:
About 2,100 lbs./hr. of purge steam are used to retard coke formation in the valve. This flow is a significant incremental load for coker fractionators.
Switching drums quickly promotes foam-overs. But switching slowly promotes coking of the MOV valve. Switching speed could be more easily controlled with the Wilson-Snyder valve.
The MOV valve at some point during the switch creates a larger delta P then the Wilson-Snyder valve. This is of little consequence at the coker heater inlet. However, safety relief valves located at the heater outlet may be forced open due to increased back pressure during drum switching. A partly coked transfer line or a high coke drum pressure may magnify the effect of the high switch valve delta P.
One operator with 15 years of hands-on experience with the Wilson-Snyder switch valve and five years of experience with the new MOV automated switch valve questioned the benefits of the new valve. Other than reducing physical effort, this operating supervisor did not see any advantage to employing the MOV valve. Indeed he felt that a more controlled drum switch (i.e., better control over the rate of fall in the coke drum pressure) was obtained with the Wilson-Snyder manually operated valve.
Vapor Valve Failure
Perhaps the most valuable portion of inter-company gathering occurs at the cocktail hour. Here is one recent, but not well publicized incident:
- One of the two vapor valves from the coke drum to the fractionator was inoperable and had remained in an open position for many switches.
- Both vapor valves were electrically operated.
- The MOV to the working vapor valve was not de-energized. The valve had been closed and its associated coke drum had both heads removed.
- The MOV was accidentally switched on. The valve opened and permitted 800°F vapor to flow into the top of the open drum.
- The hot vapors auto-ignited. Air, drawn up through the bottom head due to the resulting draft, increased the intensity of the fire at the top head.
- In the course of replacing the bottom head to control the fire, an operator was injured when flames escaped from the bottom of the coke drum.
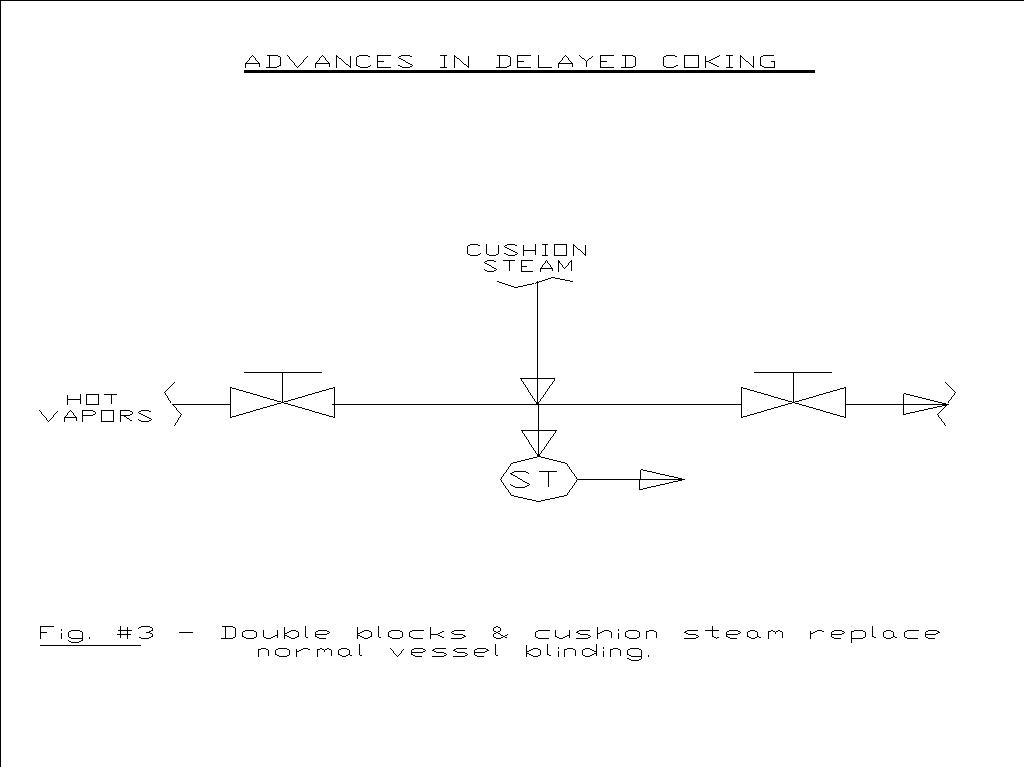
Figure III
Coke drums are exempt from normal blinding requirements because of the use of double block valves plus “cushion steam” as shown in Figure III. If one of these block valves cannot be closed, it is the same as opening an unblinded vessel.
Cycle Time
The attendees were polled as to the cycle time employed on their units. Responses indicated:
- Standard 24 hours – 15%
- 18-22 hours – 35%
- 14-16 hours – 40%
- 11-12 hours – 10%
The best performance for minimizing coke drum cycle time is on a two drum coker with 27’ diameter coke drum running (but not consistently) on a 10-1/2 hour cycle. Shot coke is produced 100% of the time.
Some of the prerequisites for short coke drum cycles are:
- A clean, dry source of air to power the drill stem turning air motor and the drill stem hoist air operated motor. Wet, contaminated air will damage the brass bearings in these motors and interrupt the cycle.
- Preventing plugging of the blow-down quench tower air cooled condensers. Plugging of these exchangers creates back-pressure on the coke drums and extends quench time.
- A large (10″ to 12″) atmospheric steam vent to be used at the end of the quench cycle to rapidly de-pressure the quenched drum.
- A remotely operated bottom unheading device that permits safe unheading even when the coke drum is not properly drained after quenching.
- A totalizer on the quench water flow to determine if the correct amount of quench water has actually been added. This is proof-positive that the drum is cool enough to unhead and cut.
- Sufficient capacity of the wet gas compressor motor driver to permit steaming out the filled coke drum to the fractionator at a high steam rate.
- A secure place for the decoking crew to shelter from drum blowouts when drilling the pilot hole in a marginally quenched drum of shot coke.
Heavy Coker Gas Oil Quality
Based on field data the following was reported during the seminar regarding entrained residual components in the HCGO product:
- The conradson carbon, metals and asphaltines observed in HCGO is due mainly to entrainment from the coke drums and not volatile components.
- Assume the con carbon of a HCGO is 2.0 wt. % with no wash oil sprays and no de-entrainment grid.
- Adding open sprays with no grid so that 4 wt. % on fresh feed of recycle is generated, will reduce the con carbon to 1.0 wt. %.
- Adding 36″ of a heavy duty (but not flow-through) grid plus a spray wash to induce 4 wt. % on fresh feed of recycle, will reduce the con carbon to 0.5 wt. %.
One attendee noted an interesting method to curtail the observed con carbon in HCGO. On a two-drum coker the HCGO was only sampled shortly after the warming of the empty drum commenced. For a period of 30 minutes the reduced vapor flow to the fractionator improved de-entrainment and hence the HCGO color. Caution – the color and quality of heavy coker gas oil will vary by a very significant degree during different portions of the delayed coking cycle.
Enhanced Liquid Yields
Reducing coke drum pressure by 6 psi will increase liquid yields in a delayed coker by roughly one liquid volume percent based on fresh feed. One cost effective method to reduce the coke drum pressure noted at the seminar was improved rates of condensation in the fractionator overhead condenser. In many cokers, 1/3 to 1/2 of the pressure difference between the coke drums and the suction of the wet gas compressor results from fractionator condenser pressure drop.
Periodic slug washing the condenser tubes to remove accumulated, but water soluble, ammonia salts and external detergent washing of the air fin–fan tubes will enhance condensation efficiency and lower the condenser pressure drop. For one, two-drum coker the observed delta P through the condenser was reduced from nine to six psi. The calculated incremental liquid yield increase was 180 BSD of HCGO product at the expense of shot coke and dry fuel gas. At current crude prices this is worth roughly one million dollars a year in increased product value. The source of the water for the slug washing may be the steam condensate in the water draw-off boot from the fractionator reflux drum. This will avoid creating incremental sour water. Also, the required pump already exists, so that only minor piping changes are needed for the slug washing operation.
Leave a Reply
You must be logged in to post a comment.