





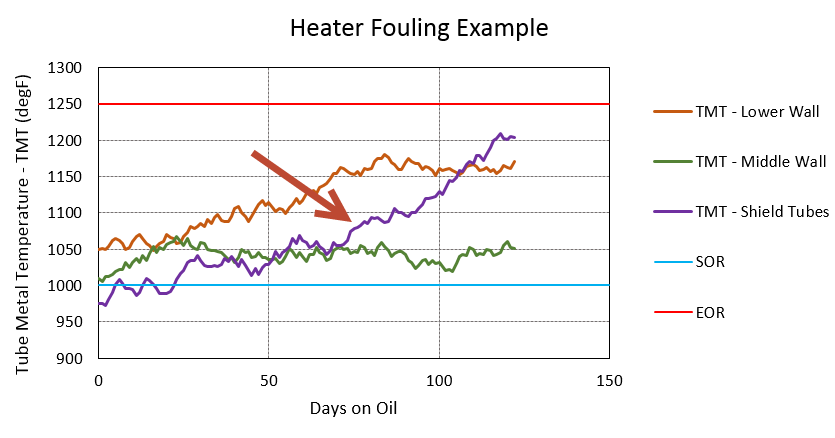
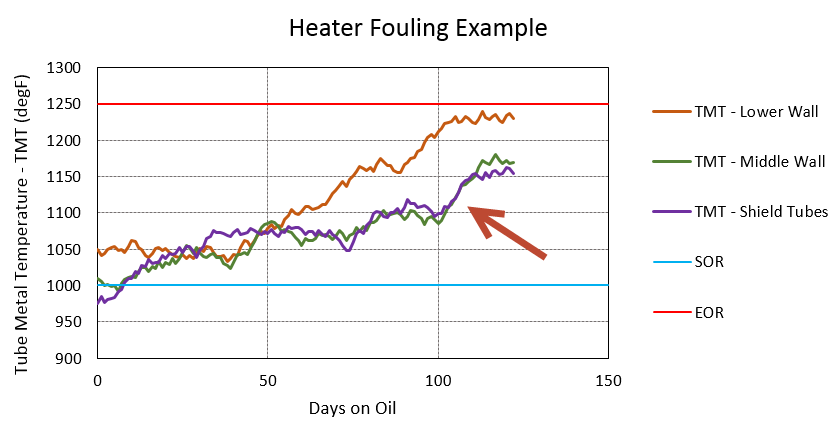
Quite often, we get questions asking for reasons why a coker heater is fouling more rapidly recently versus historically. Some trends to illustrate my point below.
It is unclear if there is hard statistical evidence to support this but I submit that 75%+ of fouling rate is determined by feed properties. Yes, there are many, many other factors which can influence the fouling rate but most of it comes from the heater feed qualities. So the typical response to the initial question is, “what has changed in your crude feed slate or your coker feed quality.” My question is met with a variety of responses but they all stem from one place…. “We used to test for x, y, z but did not see much value or variation over time, so management decided in a round of cost cutting to reduce testing, so we don’t have any data recently.” So where do we start?
Even the most knowledgeable about heavy hydrocarbon molecule reaction mechanisms would admit that what happens in the heater and the coke drum is a bit of a ‘black art.’ (Sorry about the pun.) Therefore it is hard to objectively evaluate reasons for the step change in heater fouling without data before and after the change. This is troubleshooting 101, right? Yes, there are limits to various parameters which can be viewed in isolation that may point to fouling tendencies. Sodium (Na) greater than 15-20 ppm in coker charge is a good example. However, there are notable exceptions to this rule with plants who run longer than one year between decokes with 50 ppm Na. The way around the data deprivation is twofold: run more analysis routinely and maintain an inventory of feed samples in storage for retro-active analysis.
Routine Testing
Some tests to consider running routinely are:
- CCR or MCR
- Ashphaltenes (specify C5 or C7)
- Density, gravity, API, etc
- Metals
- Sodium
- Solids
- Sulfur
- Nitrogen
- Viscosity
There are other tests that can be useful with particular feedstocks but this list is a good start. Frequency depends on the changes to the plant crude slate or upstream unit operations. For example, daily samples would be required for some plants while others could sample weekly or monthly.
Sample Library
Keeping a library of unit samples for a period of time is also a good practice to consider. Sometimes, the feed quality variable that changed was not part of the normal testing suite but could be discovered with more rigorous testing. The more rigorous testing cannot be justified on a routine basis. Therefore, a small sample (5L) or a drum sample (55 gal) could be sampled on a routine basis (quarterly for example) with no analysis performed on it. If the need arises, the library sample is compared to the current sample for differences. Drum samples are valuable if you have access to a pilot plant. Library samples can be disposed of on an ongoing basis as new samples are accumulated. For instance, keep only 2 years’ worth of samples. That is 8 total in the example of quarterly samples. Who doesn’t have the space in their huge refinery to keep 8, 5L cans of coker charge, just in case?
In summary, troubleshooting this common occurrence (rapid or changing fouling in a delayed coker furnace) requires good feed characterization to be effective. Prepare in advance for this eventuality by taking routine samples now and developing a library of samples for comparison.
To learn more about analyzing your feed, contact Coking.com and Refining Community or review the Coker Field Services.
One response to “Coker Heater Fouling: Analyze Your Feed”
Leave a Reply
You must be logged in to post a comment.
In addition to the fouling problem in the heater, the feed Sodium impacts the Sodium content in the Coal. How does it impact coal?
I’d appreciate it if you have some information about it.
Best regards