




Over the past few years, there have been significant improvements in the design and implementation of critical life extension repairs to delayed coker vessels. In a presentation given at RefComm® Valencia last year, Pedro Amador of AZZ Specialty Welding talks about how their Live Scanning Tooling can provide real-time surface profile information during a structural weld overlay application to correct potential surface profile deviations that may affect the weld deposit operating life. We have adapted some of Mr. Amador’s presentation below. To download the full article, click here.
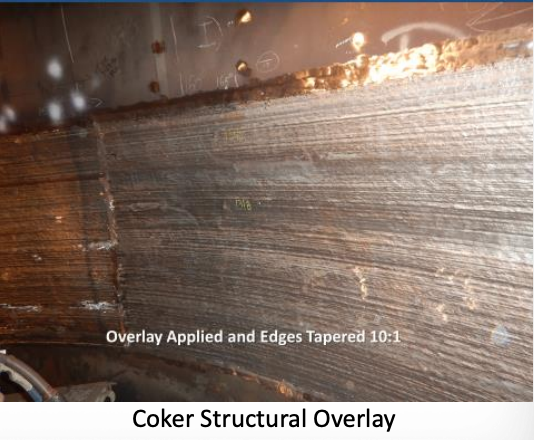
Structural Overlay for Bulge Mitigation
When it comes to bulge growth and associated cracking in coke drums, the use of structural overlays are a common solution. The volumetric quality of the deposit and the careful control of welding parameters are critical to the success of the structural overlay execution. These parameters are successfully controlled with the use of closed loop welding automation.
Analysis & Evaluation
Cross-Section View: A cross section view is a view that displays a cross-section line view of the data at a given point. This view accompanies a two-dimensional topographical view.
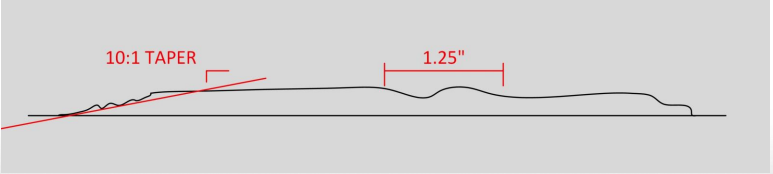
Measurement Tools: A series of tools (ruler, depth gauge, taper gauge, etc.) to measure and characterize identified surface discontinuities.
Currently, the surface profile of the deposit is inspected by certified professionals. But because the inspected areas are so large, this inspection is time consuming and the subsequent interpretation can be challenging. The profile of the edge of the overlay and how it transitions on to the existing cladding also has to be carefully controlled. The goal is to create a good quality deposit with surface geometry that does not cause unacceptable stress risers.
Although typical overlays with reasonable quality are visually inspected, when you have large areas with significant deficiencies, the visual inspection becomes extremely challenging. And in some cases, inspections have been performed by unqualified vendors. The notch in the photo does not meet the minimum radius and taper requirements.

As a possible solution, data collection can be performed using a laser profilometry system, which is designed to be track mountable for in-process quality monitoring.

AZZ Welding is fabricating a mapping system with a three-dimensional view of the zoomed-in topographical data that can be rotated to obtain the best view or angle for visual interrogation. The tool mounts to the same track that is used to mount the automated welding systems and mapping is performed immediately after completion for a welded section. The collected data is evaluated and any local repairs are made on location. For more information about this presentation, visit the Past Presentations page. For information about AZZ’s new mapping system, visit the AZZ website.
Don’t miss out on the latest in refinery safety, new technology, and best practices for your unit. RefComm® Galveston takes place April 29 – May 3. To take advantage of early reg pricing, visit the RefComm Galveston page.

Leave a Reply
You must be logged in to post a comment.