




How to Select and Consider a Coker Service Valve Application:
One should consider the experience of valve manufacturers in the area of coker valves, including installation history, maintenance support engineering staff, automation support, and valve sealing. For example, sturdy bellows maintain constant ball-to-seat contact and as a result, avoid a buildup of coke on the sealing surfaces. A positive seal is maintained through the life of the valve. Other considerations include finished full bore and valve trim that has easy and quickly replaceable capabilities and a large range of valve sizes and pressure classes. Exotic material availability such as A217Gr C5, C12 and A351Gr CF8M, CF8C and WCB/LCB for lower temperature applications is also important. Here are twelve items to consider:
- Required function
- Service conditions
- Fluid type and condition
- Fluid characteristics
- Frequency of operation
- Isolation requirements
- Maintenance requirements
- Environmental considerations
- Past experience in comparable conditions
- Flow path identification and geometry of flow path
- Weight and size
- Cost


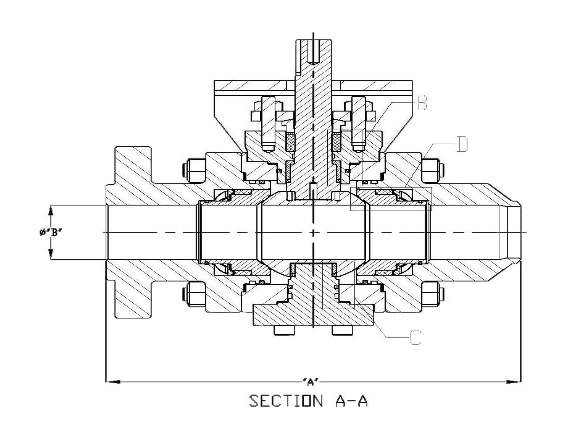
In this article, we discuss trunnion-mounted ball valves in two-way, three-way and multi ports that are used in coker valve design. Here are two typical concerns –
- Solid-proof style of valve with embedded abrasive particles in seat materials will abrade the ball surface. Such grooves/scratches will cause leak paths – which further damage surfaces. The solution is to use metal-metal seating. Typically, a hard surfaced ball surface (such as nickel-boride or tungsten carbide) versus a proven wear surface on the seats (such as Stellite 6). The ball sphericity is critical. This means that balls must be ground on a machine that actually generates spheres. If Nickel-Boride is used, the sphere must first be ground, then coated. If tungsten carbide is used, the steps are pre-machining, coating, rough and final machining and then grinding.
- Clogging of spring cavities, spring recesses, bearings, seat spool OD’s and stem sealing areas are another concern. The solutions are to address each potential area with detailed solids exclusion designs. Failure to do so will cause premature failure. Once bearings are clogged, the annular spaces around a seat spool become clogged, or particulates find their way between moving components, a host of problems are created. At the very least valve leakage will increase or increased torque will make the valve hard to operate – or perhaps inoperable.
Solid-Proof Design Advantages:
A solid-proof design features a live loaded, self-cleaning seat module and an accurately matched ball. Even with heavy solids loading, the fact that the trunnion-mounted ball valve rotates about its own axis assures its ability to freely travel between the open and closed positions. As a result, solids do not have to be displaced laterally. Additional advantages include:
- The trunnion-mounted feature keeps the ball and stem axis in a fixed position.
- Metal seats are far more superior to soft seated inserts in severe service and abrasive environments.
- Seat-spool assemblies are preloaded and continuously pressurized against the ball.
- One-piece wave springs are utilized in place of multiple small coil springs.
- The wave springs are isolated from pipeline media to avoid clogging.
- Ball spheres are precision machined, ground and hard coated to a precise and controlled thickness.
- Seat surfaces and the ball sphere are matched accurately to provide a very tight metal-to-metal seal.
- Mating surfaces are protected and matched to the following options:
- Tungsten carbide against tungsten carbide.
- Stellite 6 against tungsten carbide.
- Stellite 6 against nickel boride.
- Seat and body cavity spaces are protected from particulate via a multiple barrier system.
- Seats have a scraper design, cleaning the ball surface of any particulate during ball travel.
- Sealant injection is included on each seat, with giant button-head fittings with caps.
- Positions are at 3 o’clock and 9 o’clock.
- Sealant is introduced into the annular groove at the rear of the seat spool. Then, via a pattern of holes, introduced to a groove in the face of the seal adjacent to the ID of the inner scraper seat.
- The bearing and sealing surfaces protected include:
- Trunnion bearings.
- Thrust bearings.
- Spacer bearings to assure accurate alignment.
- Stem seal areas to prevent invasion of particulates.
- All bearings, including sleeve bearings, have seals to prevent particulate ingress.
- Bearings are hard surfaced with nickel boride. The same coating is used on the stem.
- Nickel boride is used because it is as hard as tungsten carbide but has a low coefficient of friction to prevent galling.
- Actuation, an electric actuator, will utilize a double-enveloping worm design gear.
- The highly efficient actuator selection will produce at least two times the torque output as a standard worm gear.
- In case of replacement on existing line, existing actuation with highly efficient worm gear design should be used.
A few design features to consider while specifying valves in coker applications include:
- A stem coupling design performs key functions such as protecting the actuator components, against over-torquing of stem, and against an unintentional switch into bypass.
- Steam purges to the bellows and body area to ensure the valve cavities are kept free of coke build-up.
- A lantern ring with steam block and extra deep stuffing box minimizes the risk of leakage occurring through the packing chamber.
- The sturdy one-piece ball and stem provides optimal strength, and is well suited to applications where fouling due to coke fines are a concern. The one-piece design avoids the problems generally associated with the more conventional two-piece ball and stem, which is highly susceptible to solids buildup in the ball stem joint and a resulting increase in operating torques.
- A seat design to self-scrape coke build up from the surface of the ball during each cycle. Seats are hard-faced with HVOF method (to ensure a long, trouble free service life.)
- Strong bellows offer a unique seat-loading design, which maintains the floating seats in constant contact with the ball and ensures a positive seal.
- Automations support in terms of electric, hydraulic or pneumatic actuators in coke service. A large torque safety factor ensures the valve will cycle under the most stringent conditions. When selecting actuators, special attention is paid to the coker deck environment.
- Consider valve service requirements such as energy conservations, process stability, freeze protection, corrosion inspection, environmental protection and simplified valve maintenance.
- Valve solutions include removable and reusable valves, engineering, thermal efficiency as high as 98%, exceptional service life, simplified valve access, tool-free installation, rapid payback period, process stability/reliability, reduced environmental emissions, improved health and safety for operations and maintenance personnel.
Further, butterfly and ball valves are used in back pressure control of the coker when shorter cycle times require quicker drum back warming. They are used when the end user cannot justify the high-pressure drop across the valves with increased efforts to liquid yield and require a valve with good throttling characteristics. These valves are installed in high-pressure applications, where the highly erosive and sometimes corrosive reclaimed water (used to drill the coke out of the drum) can significantly shorten valve life. These valves should have the following key design features:
- Intrinsically safe designs as well as SIL rated components, as butterfly/ball valves required in this application may have no seats and it is a throttling valve. As a result, it does not require a mechanical stop in order to avoid full closure and the resulting drum over pressurization.
- Steam purges to bellows and body area ensure the valve cavities are kept free of coke build up.
- In the maximum obstruction position, the valve provides a pressure drop equal to a butterfly valve disc set at 15 degrees for opening.
- When selecting actuators, special attention is paid to the coker deck environment. The electric, hydraulic or pneumatic actuator is selected in function of coker service. A large torque safety factor ensures the valve will cycle under the most stringent conditions.
- In order to ensure a long, leak free, reliable operation all valve-wetted parts should be hard faced and bi-directional.


Key features a manufacturer should possess in delivering coker valves are:
A fully automated switch valve controlled from a local panel and a control panel with interlocks to the inlet transfer line valves should be used in order to avoid dead ending of the pump. This provides automated operation of valves with a minimum risk.
Modulating back pressure control valves with full feedback capability should also be used. Each of these valves are capable of operation by a local control panel. This panel provides safety interlocks that are either hard wired to the actuator and DSC or function through a standalone PLC for more comprehensive controls and interlocking.
Engineering staff should be capable of critical applications and handling and using advanced software applications. Applications include stress analysis and finite element analysis, computational fluid dynamics, failure modes effects and diagnostic analysis to meet the needs of system designers for reliability data.
They should also have the capability to integrate the valve into a safety instrumented function and perform partial valve stroke test, 3D solid-modeling, system upgrades, flow analysis, weak link analysis, root cause failure analysis, commissioning, troubleshooting, application engineering, custom testing and test data analysis.
Engineering staff should design superior quality valves that meet the most demanding performance requirements. R&D facilities should be equipped with steam boilers, superheaters, flow loops, cryo test benchs and emissions testing capabilities. Manufacturers should have good partnership with major engineering firms and end users to develop innovative solutions, handling every detail of these complex integrations. They should also offer a full factory acceptance test where valves, actuators, panels and PLC are tested as a system to ensure proper functioning.
Field engineers perform site acceptance tests and assist in commissioning and startup of the unit.
Coker unit maintenance staff should to implement a preventive maintenance program that includes periodic torque verifications, steam evaluations and general valve performance. These programs can substantially lower the cost of turnarounds and significantly reduce the possibility of unscheduled turnarounds.
In addition, manufacturers should provide assistance during the preparation of major turnaround by providing an assessment of the valves and actuators and expected spare parts requirements. They should also provide original equipment manufacturer spare part and tool support, advise on recommended spare parts, on new projects, and on spare part interchangeability reports.
Manufacturers should assess local service shop capabilities and work with the end user in preparing additional service shop capabilities, if required. These services ensure that all of the correct materials are available and that approved and knowledgeable personnel are on hand for the turnaround. They should also be capable of offering maintenance training courses on the entire range of valves used in coker application including latest and proper maintenance techniques.
About the Author
 Mr. Gobind Khiani M.Eng., P. Eng. has served in engineering and project management roles for both Operating and Engineering, Procurement and Construction (EPC) companies. He has a bachelor’s degree in Piping Design & Engineering from the University of Pune, India and Master’s of Engineering from the University of Calgary, Alberta. Currently, he is Global Valve SME with Fluor Canada Ltd, at Piping Engineering Group. He is the Chairman of Calgary Branch Executive Committee at APEGA and Valve Users Group. Gobind has experience in Piping/Pipelines, Valves, Surge/Control Valve Selection and Sizing, Modularization in Valves, Safety Integrity of Piping Systems, Refining and Severe Service Valves, fugitive Emissions, and material selection. Gobind is an active member of API, ISO, and CSA.
Mr. Gobind Khiani M.Eng., P. Eng. has served in engineering and project management roles for both Operating and Engineering, Procurement and Construction (EPC) companies. He has a bachelor’s degree in Piping Design & Engineering from the University of Pune, India and Master’s of Engineering from the University of Calgary, Alberta. Currently, he is Global Valve SME with Fluor Canada Ltd, at Piping Engineering Group. He is the Chairman of Calgary Branch Executive Committee at APEGA and Valve Users Group. Gobind has experience in Piping/Pipelines, Valves, Surge/Control Valve Selection and Sizing, Modularization in Valves, Safety Integrity of Piping Systems, Refining and Severe Service Valves, fugitive Emissions, and material selection. Gobind is an active member of API, ISO, and CSA.
One response to “Severe Service Valves in Coker Drum Piping – Part 2”
Leave a Reply
You must be logged in to post a comment.
The spray booths looks identical to ValvTechnologies Robotic controlled HVOF applied hard coatings
This computer controlled process measures 9-10 variables on ball and seat contours, to provided “industry best” control of 1) bond strength 2) Porosity 3) costing thickness which is paramount to prevent cracking
Any questions on this process we apply to our Coker valves please contact us